- Angle Tower Processing Machines
- Steel Structure/Building Processing Machines
- TPD Series CNC Plate Drilling Machine
- TPHD2016 High Speed CNC Drilling Machine
- TPHD2020/TPHD2525/TPHD3030 High Speed CNC Drilling Machine
- TPHD Series Multi-spindle CNC High Speed Drilling Machine
- TPLD2020/TPLD2525/TPLD3030 Normal Speed CNC Drilling Machine
- TPLD Series Multi-spindle Normal Speed CNC Drilling Machine
- TPM2020/TPM2525/TPM3030 High Speed CNC Drilling Machine
- TSWZ700 CNC H Beam Drilling Line
- TSWZ1000/TSWZ1250 CNC H Beam Drilling Line
- TBS Series Band Sawing Machine
- TDJ Series CNC Angle Rotation Band Sawing Machine
- TBD Series Gantry Movable CNC Drilling Machine
- TPL104 Hydraulic CNC Punching Machine For Steel Plates
- TPL108 Multi-station Hydraulic CNC Punching Machine For Steel Plates
- TPP103/TPP104 CNC Hydraulic Plate Punching & Marking Machine
- TPPR103/TPPR104 Enhanced CNC Hydraulic Plate Punching & Marking Machine
- TPPD103/TPPD104 CNC Hydraulic Plate Punching, Drilling & Marking Machine
- TPPRD103/TPPRD104 Enhanced CNC Hydraulic Plate Punching, Drilling & Marking Machine
- TBM38 CNC H Beams Beveling Machine
- TBM55 CNC H Beams Beveling Machine
- CNC Plasma Cutting Machine
- DZL600 Single Spindle Beams Drilling Machine
- TPL9004 CNC Hydraulic Punching,Marking & Shearing Line For Flat Bar And Channel
- TPHD3020 CNC High Speed Drilling Machine
- HDZL600/HDZL1200 Single Spindle High Speed CNC Beams Drilling Machine
- Large Steel Plate Processing Machines
- Boiler/Pressure Vessel/Heat Exchanger Processing Machines
- Bridge/Parking Garage Structure Processing Machines
- Petroleum/Chemical Industry Processing Machines
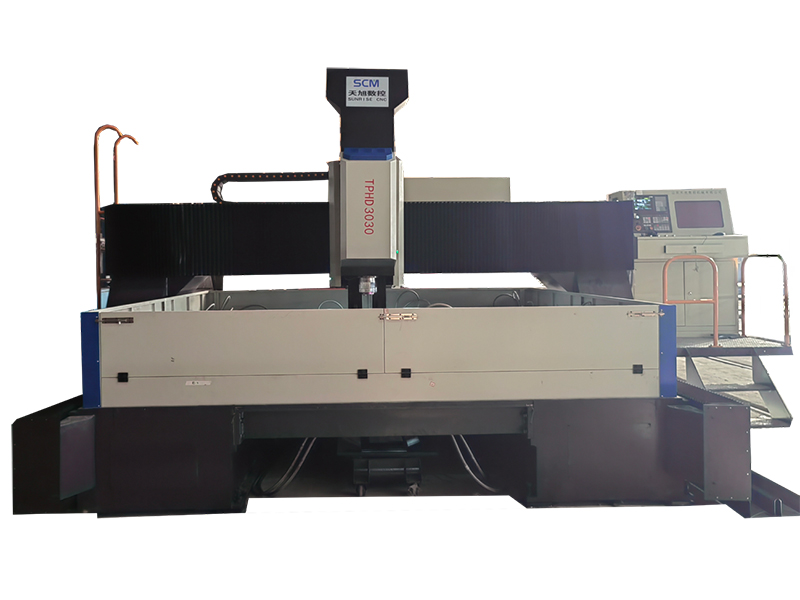
Used for the drilling processing for tube plate, clapboard and flange, in petrochemical, boiler, and wind power flange industries, also for joint plates in building, bridge, iron tower, etc.
1. Worktable For Square and Round Work-piece |
2. Thickened and Enhanced Movable Gantry |
3. High Speed Drill Head |
4. Electric Cabinet with CNC System |
5. Hydraulic Station |
6. Automatic Chip Conveyor with Chip Carriage |
7. Automatic Recycling Cooling Water System |
1. Function: Drilling, Tapping, Milling, Chamfering and so so.
2. Work-piece: Steel Plates, Flanges, Tube Sheets, Pressure Vessels and so on.
3. High precision: ±0.1mm.
Model |
TPHD2020 |
TPHD2525 |
TPHD3030 |
|
Max. size of workpiece (mm) |
Max. hole distance L×W (mm) |
2000×2000 |
2500×2500 |
3000×3000 |
Max. thickness (mm) |
300 |
|||
Worktable |
Width/distance of T groove (mm) |
28/500 |
||
Drilling spindle |
Quantity |
2 |
||
Spindle taper |
BT50 |
|||
Max. diameter of drilling (mm) |
Φ40Φ50 |
|||
Rotation speed(stepless) (r/min) |
30~2000 |
|||
Motor power of spindles (kW) |
2×22 |
|||
Spindle nether surface to work table (mm) |
280~780 |
|||
(X axis) Longitudinal movement of gantry |
Max. stroke (mm) |
2000 |
2500 |
3000 |
X axis feeding speed (m/min) |
0~8 |
|||
X axis servo motor power (kW) |
2×3 |
|||
(Y axis) Horizontal move |
Max. distance of spindles (mm) |
2000 |
2500 |
300 |
Y axis feeding speed (m/min) |
0~8 |
|||
Y axis servo motor power (kW) |
2×3 |
|||
(Z axis) Vertical move |
Z axis Max. stroke (mm) |
500 |
||
Z axis feeding speed (m/min) |
0-4 |
|||
Z axis servo motor power (kW) |
2×3 |
|||
Positioning precision |
X,Yaxis |
≤0.1/ (full length) |
||
Re-positioning precision |
X,Yaxis |
≤0.05 |
||
Hydraulic system |
Hydraulic pump (Mpa)/ (L/min) |
7 /25 |
||
Motor for hydraulic pump (kW) |
3 |
|||
Chip removal and cooling |
Type of chip-conveyor |
Chain-plate type |
||
Quantity of chip-conveyor |
1 |
|||
Chip-removal speed (m/min) |
1 |
|||
Motor for swarf conveyor (kW) |
0.75 |
|||
Motor for cooling pump (kW) |
2×3+0.75 |
|||
Overall dimension |
L×W×H (m) |
Appr. 5.2×5.1×3.6 |
Appr. 5.7×5.6×3.6 |
Appr. 6.2×6.1×3.6 |
Weight of machine (t) |
Appr. 30 |
Appr. 35 |
Appr. 40 |
|
1. Heavy-load linear roller guide pairs are equipped on two sides of the machine bed respectively. The longitudinal movement of the gantry's two sides is driven synchronously via AC servo motor and precise ballscrew pair of big pitch.
2. Two movable slides are equipped on the cross beam of gantry. The sliders are guided by two linear roller guide pairs and driven by AC servo motor and precise ballscrew pair of big pitch respectively.
3. The slides on the cross beam are equipped with vertical CNC feeding ram-type drilling spindle, which adopts special conversion motor with heavy load for spindle. The motor drives the spindle via synchronous belt. The drilling spindle adopts Taiwan precision spindle (innercooling) with disk spring automatic broach mechanism, hydraulic cylinder loosing cutter, very convenient to change shank.
4. The machine is equipped with hydraulic system to finish the hydraulic balance of vertical ram and hydraulic cutter loosing of spindle.
5. It adopts FAGOR8055 CNC system of Spain, equipped with RS232 interface and LCD screen. The automatic programming provided can not only generate processing programs automatically, but also preview hole position before drilling.
6. It is equipped with chain-plate type automatic chip-conveyor and chip collection trolley. The cooling system is equipped with paper filer, high-pressure innercooling pump and low-pressure outercooling pump, which are used for innercooling or outercooling of cutter.