- Angle Tower Processing Machines
- Steel Structure/Building Processing Machines
- TPD Series CNC Plate Drilling Machine
- TPHD2016 High Speed CNC Drilling Machine
- TPHD2020/TPHD2525/TPHD3030 High Speed CNC Drilling Machine
- TPHD Series Multi-spindle CNC High Speed Drilling Machine
- TPLD2020/TPLD2525/TPLD3030 Normal Speed CNC Drilling Machine
- TPLD Series Multi-spindle Normal Speed CNC Drilling Machine
- TPM2020/TPM2525/TPM3030 High Speed CNC Drilling Machine
- TSWZ700 CNC H Beam Drilling Line
- TSWZ1000/TSWZ1250 CNC H Beam Drilling Line
- TBS Series Band Sawing Machine
- TDJ Series CNC Angle Rotation Band Sawing Machine
- TBD Series Gantry Movable CNC Drilling Machine
- TPL104 Hydraulic CNC Punching Machine For Steel Plates
- TPL108 Multi-station Hydraulic CNC Punching Machine For Steel Plates
- TPP103/TPP104 CNC Hydraulic Plate Punching & Marking Machine
- TPPR103/TPPR104 Enhanced CNC Hydraulic Plate Punching & Marking Machine
- TPPD103/TPPD104 CNC Hydraulic Plate Punching, Drilling & Marking Machine
- TPPRD103/TPPRD104 Enhanced CNC Hydraulic Plate Punching, Drilling & Marking Machine
- TBM38 CNC H Beams Beveling Machine
- TBM55 CNC H Beams Beveling Machine
- CNC Plasma Cutting Machine
- DZL600 Single Spindle Beams Drilling Machine
- TPL9004 CNC Hydraulic Punching,Marking & Shearing Line For Flat Bar And Channel
- TPHD3020 CNC High Speed Drilling Machine
- HDZL600/HDZL1200 Single Spindle High Speed CNC Beams Drilling Machine
- Large Steel Plate Processing Machines
- Boiler/Pressure Vessel/Heat Exchanger Processing Machines
- Bridge/Parking Garage Structure Processing Machines
- Petroleum/Chemical Industry Processing Machines
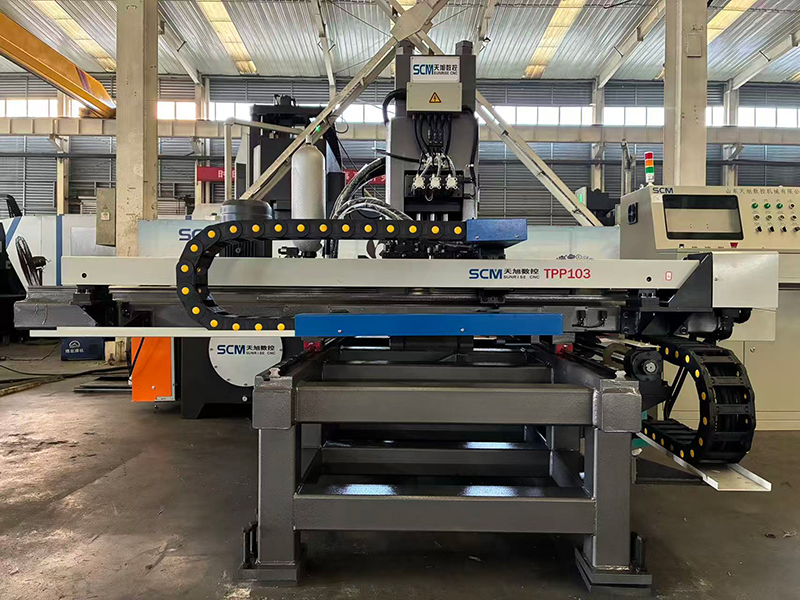
Special CNC machine for punching and marking of steel plates in the field of steel tower industry. It is also used to punch and mark of steel plates of other industries.
1. Machine Host Including Punching, Marking Unit |
2. Work-Table with Hydraulic Clamps |
3. Hydraulic Unit |
4. Electrical Cabinet |
1. Main functions: Punching, Marking.
2. Mainly used for punching, marking connection plate of tower, bridge, steel structure industry.



Model |
TPPR103 |
TPPR104 |
Max size of work piece L×W(mm) |
1500×800 |
1500x1000 |
Max. punching diameter (mm) |
Φ26 |
|
Plate punching thickness (mm) |
5~25 (Q345) |
|
Punching force (kN) |
1200 |
|
Marking force (kN) |
1000 |
|
Min. distance between hole and plate edge (mm) |
25 |
|
Character size (mm) |
14×10×19 |
|
No. of character |
12 |
14 |
Die-stations |
3 |
|
Precision |
Accordance with GB2694 |
|
Programming mode |
Auto CAD drawing or lofting software |
|
Overall dimensions L×W×H (mm) |
3400×3200×1900 |
3500×3000×1900 |
Machine weight (kg) |
About 6500 |
About 6900 |
1. The machine-frame is made by C-type plate welding, with good rigidity and big handling space. The machine sets three die-stations (among them, one is the marking die-station), automatic switching die-stations. Clamping system can adapt to different workpiece, with zero baffle as datum mark, and workpiece supported by rolling-ball working table. Axis X & Y action should be controlled by servo motor and ball-screw driving, and double-axis CNC system controls the position of punching, so as to make the whole machining process automatically; operator may input the sizes of workpiece to computer for repeated calling program in the future.
2. Adopt CNC technology, servo motor infeeding, with high efficiency, stable workpiece precision.
3. Important functional components adopt modular assembly, easy to repair it.
4. Carry out punching and marking on the one plate.
5. Easy programming, may input the diameter of holes, position and the quantity of workpiece to computer, and also may use the program generated by lofting software. It can ready TEKLA lofting software files, such as NC1 format.
6. With self-diagnosis failures function.
7. X, Y axis are driven by servo motor + ball screw + linear guide, the precision is better.
8. Worktable adopts stainless steel plate, more beautiful and practical.








