- Комплектные ЧПУ оборудования для производства железных башен
- Высокоскоростная автоматическая линия для пробивки, маркировки и резки углового железа с чпу TAPM1010
- Автоматическая линия для пробивки, маркировки и резки углового железа с чпу TAPM1010-2
- Автоматическая линия для пробивки, маркировки и резки углового железа с чпу TBL1412, TBL1412A, TAPM1412
- Укрепленная автоматическая линия для пробивки, маркировки и резки углового железа с чпу TAPM1516
- Укрепленная автоматическая линия для пробивки, маркировки и резки углового железа с чпу TBL2020/ TAPM2020/ TAPM2020A
- Автоматическая линия для сверления уголог с чпу TBL2532/ TBL3535
- Высокоскоростная автоматическая линия для сверлегия и маркировки уголог TADM2532
- Гидравлическая автоматическая линия для пробивки, маркировки и резки полосового металла с чпу TPL8004
- Гидравлическая автоматическая линия для пробивки, маркировки и резки листлвого металла с чпу TPP103/TPP104
- Гидравлическая автоматическая линия для пробивки, маркировки и резки листлвого металла с чпу TPPR103/TPPR104
- Гидравлический станок с ЧПУ для пробивки, сверления и маркировки железной плиты TPPD103/ TPPD104
- Гидравлическая автоматическая линия для пробивки, маркировки и резки листлвого металла с чпу TPPR103/TPPR104
- Серия гидравлические резки для резания(насечки) уголог углового железа TQJ
- Серия гидравлический станок для маркировки TDZ
- Гидравлическое устройство для открытия и закрытия угла TKH1412
- Скашивая машина TDJ20
- Гидравлический станок для выпрямления TXZ20
- Станок для резания и полировки внешнего уголок углового железа TQC200
- ЧПУ Станок с огнем для изгиба углового железа и листого проката THQ250B
- TGQ200 / TGQ250 станок для строгания углового стали
- Комплектные ЧПУ обрабатывающие устройства для стальных конструкций
- Комплектные ЧПУ обрабатывающие устройства для обработки больших пластин
- Обрабатывающие устройства для обработки котлов / емкостей высоких давлений / теплообменников
- Обрабатывающие устройства для обработки моста и стереоскопического гаража
- Обрабатывающие устройстваля обработки электрической принадлежности
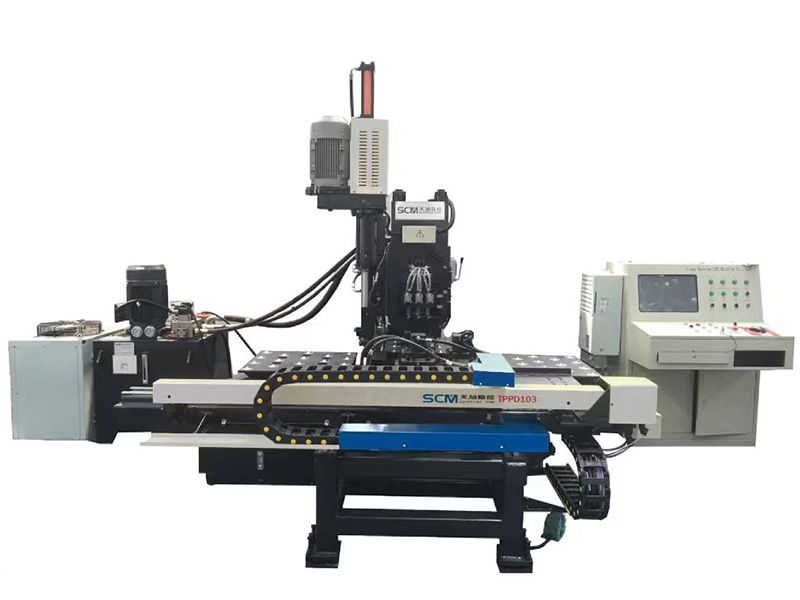
Специальное автомитическое производственое оборудование с ЧПУдля пробивки и маркировки подключеных плитах в производстве коммуникационной башни, и для пробивки и маркировки метальных плытах в других областиях.
1. Блок пробивки |
2. Сверлильный |
| 3. Маркировка блок | 4. Рабочий стол с гидравлическими зажимами |
5. Гидравлический блок. |
6. Электрический шкаф. |
1. Функции обработки: пробивки, маркировки, резки.
2. Главго используют в пробивки и маркировки подключеных плитах в производстве коммуникационной башни, мостов, стальных конструкциях.



Модель |
TPPD103 |
TPPD104 |
|
Макс. размера заготовки L×W (мм) |
1500×800 |
1500×1000 |
|
Макс. диаметр пробивки (мм) |
Φ26 |
||
Толщна пробивки (мм) |
5~25(Q235) |
||
Макс.диаметр отверстия (мм) |
Φ50 |
||
Максимум. толщина сверления (мм) |
40 |
||
Пробивая усилие (кп) |
1000 |
||
Маркировкое усилие (кп) |
800 |
||
Мин. расстояние между отверстием и краем пластины (мм) |
Пробивка |
25 |
|
Пробивки |
В зависимости от диаметра отверстия |
||
Размер символов (мм) |
14×10×19 |
||
Количество знаков |
12 |
||
Красящие станции |
4 |
||
Кормораздаточная скорость скорость бурения (мм/люди) |
25~280 |
||
Ход бурового шпинделя (мм) |
180 |
||
Макс.скорость вращения шпинделя (Г / мин) |
120~560 |
||
Точность |
Поидет на GB2694 |
||
Режим программирования |
Autocad или лофтинг программное обеспечение |
||
Габаритный размерs L×W×H (мм) |
3200×3000×2600 |
3500×3000×2600 |
|
Вес машины (кг) |
Около 5800 |
Около 6200 |
|
1. Рама машины изготовлена из сварной конструкции металлической пластиной С-типа, с хорошей жесткостью и большим пространством обработки. На этот машине три штампованные станции(включает 1 место для маркировки), можно автоматическо переключать друг с другом.Система зажима может разрабртать с заготовками разных размеров, с нулевым перегородкой в качестве точки привязки метки и заготовки при поддержке рабочего стола качению шара. Оси Х и Y контролированы серводвигателью и шариковой завинчивания , положение штамповки управляет ЧПУ системой двойной ось., с тем, чтобы сделать весь процесс обработки автоматически. Оператор может вводить размеры заготовки к компьютеру для повторных применениях.
2. Использует технологию ЧПУ и системой подачи с сервошпинделем, которые повысил эффективность и точность.
3. Важные функциональные компоненты принимают модульную сборку, легко ремонтировать.
4. Можно делать проьивку и маркировку на одной пластине.
5. Только нужно ввести размер заготовки, диаметр отверстия, расстояние и количества обрабатываемой детали при редактировании программы, тоже и можно принять программы обработок, которые генерированны программном обеспечением лофтингом.
6. С функцией самодиагностика неисправности.
7. Оси X, Y приводятся в движение серводвигателем + шариковым винтом + линейной направляющей, точность более лучше.
8. Рабочий стол принимает плита из нержавеющей стали, более красивым и практичным.








