- Equipo de procesamiento de CNC de torre de transmisión eléctrica
- TAPM1010 Línea CNC de punzonado, marcado y corte de alta velocidad para ángulos de acero
- TAPM1010-2 Línea CNC de punzonado, marcado y corte de alta velocidad para ángulos de acero
- TBL1412, TBL1412A, TAPM1412 Línea CNC de punzonado, marcado y corte de alta velocidad para ángulos de acero
- TAPM1516 Línea mejorada de punzonado, marcado y corte de alta velocidad para ángulos de acero
- TBL2020, TAPM2020/TAPM2020A Línea mejorada de punzonado, marcado y corte de alta velocidad para ángulos de acero
- TBL2532/TBL3535 Líneas CNC de taladro, marcado para ángulos de acero
- TADM2532 Línea CNC de taladro y marcado de alta velocidad para ángulos de acero
- TPL8004 Máquina hidráulica CNC de corte, taladro y marcado de barra plana
- TPP103/TPP104 Máquina hidráulica de punzonado y marca CNC
- TPPR103/TPPR104 Máquina hidráulica de punzonado y marca CNC
- TPPD103/TPPD104 Máquina hidráulica de punzonado, taladro y marcado
- TPPRD103/TPPRD104 Máquina hidráulica de punzonado, taladro y marcado para las placas
- TQJ Máquina hidráulica de corte de ángulo
- TDZ Máquina hidráulica de marco
- TKH1412 Máquina hidráulica de apertura y cierre de ángulo
- TDJ20 Máquina de biselado
- TXZ20 Máquina enderezadora hidráulica
- TQC200/TQC250-2C Máquina de eliminar bordes de acero de ángulo
- THQ250B CNC Máquina dobladora de calefacción de ángulo y placa
- Ranurador de acero angular TGQ200/TGQ250
- Equipo de procesamiento de CNC de edificios de estructura de acero
- Equipo de procesamiento de CNC de placas grandes
- Equipo de procesamiento de caldera/recipiente de presión/intercambiador de calor
- Equipo de procesamiento de CNC de puente/garaje tridimencional
- Equipo de procesamiento de CNC de industria petrolera/química
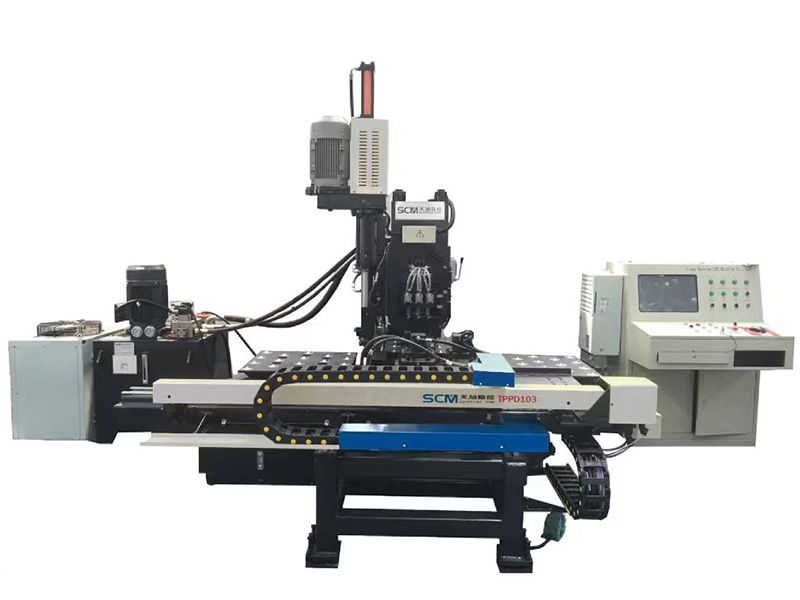
Máquina CNC especial para la perforación y la marcación de láminas de acero en el campo de la industria de las torres de acero. También se utiliza para perforar y marcar las placas de acero de otras industrias.
1. Unidad taladradora, Unidad marcado, Unidad de corte |
2. Mesa de trabajo, Unidad hidráulica |
3. Unidad hidráulica |
4. Gabinete eléctrico |
1. Funciones: punzonado, taladrado, marcado.
2. Se utiliza principalmente para la perforación de placas de conexión de acero de la torre, puente, estructura de acero.



Modelo |
TPPRD103 |
TPPRD104 |
|
Tamaño máx. de la pieza L×W (mm) |
1500×800 |
1500×1000 |
|
Capacidad de punzondado máx. diameter (mm) |
Φ26 |
||
Espesor de la placa de punzondado (mm) |
5~25(Q345, 16Mn) |
||
Diámetro máx. de taladro (mm) |
Φ50 |
||
Espesor máximo (mm) |
40 |
||
Fuerza de punzondado (kN) |
1000 |
||
Fuerza de marcado (kN) |
800 |
||
Distancia min. entre el orificio y el borde de la placa (mm) |
Punzonado |
25 |
|
Taladrado |
Depende del diámetro del orificio |
||
Tamaño de caracteres (mm) |
14×10×19 |
||
Número de caracteres |
12 |
||
Estaciones |
4 |
||
Velocidad de alimentación de punzonado (mm/min) |
25~280 |
||
Recorrido del eje de taladro (mm) |
180 |
||
Velocidad de rotación del eje de taladro (r/min) |
120~560 |
||
Precisión |
Acuerdo con GB2694 |
||
Modo de programación |
AutoCAD o software para replanteo |
||
Dimensiones totaless L×W×H (mm) |
3300×3200×2600 |
3700×3200×2600 |
|
Peso (kg) |
Aprox 7000 |
Aprox 7400 |
|
1. El bastidor de la máquina se realiza mediante soldadura por placa de tipo C, con buena rigidez y espacio grande de manipulación. La máquina establece tres estaciones de troquelado (entre ellos, una es estación de marcado de troquel), estaciones de troquel automáticas de conmutación. El sistema de sujeción puede adaptarse a diferentes piezas de trabajo, con el deflector de cero como marca de referencia, y la pieza de trabajo con el apoyo de mesa de trabajo de bola de rodadura. Acción eje X & Y debe ser controlada por un servo motor y la conducción de eje de bolas y el sistema CNC de doble eje controla la posición de la perforación, con el fin de hacer que todo el proceso de mecanizado sea de forma automática; El operador puede introducir el tamaño de la pieza a la computadora para repetir a usar el programa en el futuro.
2. Adopta la tecnología CNC, alimentación del servomotor, con una alta eficiencia, precisión estable de pieza de trabajo.
3. Componentes funcionales importantes adoptan montaje modular, fácil de reparar.
4. Llevar a cabo la perforación y marcado en la misma placa.
5. Programación fácil, se puede entrar el diámetro de los agujeros, la posición y la cantidad de pieza de trabajo en equipo, y también se puede utilizar el programa generado por el software lofting. Puede leer archivos de software lofting TEKLA, como formato NC1.
6. Con la función de auto-diagnóstico de fallas.
7. Eje X, Y son impulsados por un motor servo + tornillo de la bola+ guía lineal, la precisión es mejor.
8. Mesa de trabajo adopta placa de acero inoxidable, más bello y práctico.








